Takt time adalah angka yang menjawab kecepatan produksi ideal agar setiap pesanan selesai tepat waktu, tanpa kelebihan stok maupun backlog. BPS mencatat sektor industri pengolahan tumbuh 5,68% pada Triwulan II-2025, terutama karena meningkatnya permintaan dari dalam dan luar negeri.
Bagi manajer operasional, angka ini menjadi dasar keputusan staffing per shift, penambahan kapasitas, dan identifikasi masalah yang dihadapi produksi manufaktur. Tanpa acuan ini, keputusan produksi cenderung reaktif dan bergantung pada firasat pengawas lapangan.
Key Takeaways
Memahami takt time membantu menyelaraskan kecepatan produksi dengan permintaan pelanggan secara akurat.
Rumus dasar takt time melibatkan pembagian total waktu produksi tersedia dengan jumlah unit yang diminta.
Implementasi sistem ERP meningkatkan akurasi pemantauan ritme produksi secara real-time di lantai pabrik.
- Apa itu Takt Time?
- Perbedaan Takt Time, Cycle Time, dan Lead Time
- Manfaat Takt Time dalam Industri Manufaktur
- Rumus dan Cara Menghitung Takt Time
- Contoh Takt Time di Industri Manufaktur Indonesia
- Penerapan Takt Time di Industri Jasa dan Software
- Langkah-Langkah Implementasi Takt Time
- Teknik untuk Mengoptimalkan Takt Time
- Cara Meningkatkan Akurasi Takt Time dengan Sistem Digital
- Kesimpulan
Apa itu Takt Time?
Takt time adalah ritme produksi yang menunjukkan waktu maksimal untuk menyelesaikan satu unit produk. Perhitungan ini membantu perusahaan menyesuaikan kapasitas produksi dengan permintaan pelanggan secara tepat waktu.
Konsep ini menjadi fondasi dalam sistem Lean Manufacturing untuk meniadakan hambatan di sepanjang lini perakitan. Dengan menetapkan ritme yang stabil, perusahaan dapat menghindari penumpukan stok maupun kekurangan barang di pasar secara efektif.
Perbedaan Takt Time, Cycle Time, dan Lead Time
Memahami perbedaan ketiga metrik ini sangat penting agar manajemen tidak salah dalam mengambil keputusan operasional di lapangan. Berikut adalah tabel perbandingan untuk memudahkan Anda dalam membedakan karakteristik masing-masing metrik tersebut.
| Kategori | Takt Time | Cycle Time | Lead Time |
|---|---|---|---|
| Definisi | Ritme produksi yang dibutuhkan untuk memenuhi permintaan pelanggan. | Waktu aktual yang dibutuhkan untuk menyelesaikan satu unit produk. | Total waktu dari pesanan masuk hingga produk dikirim ke pelanggan. |
| Fokus | Permintaan pelanggan. | Kapasitas internal produksi. | Kepuasan dan waktu tunggu pelanggan. |
| Tujuan | Menyinkronkan alur produksi dengan kebutuhan pasar. | Mengukur efisiensi mesin, operator, atau proses kerja. | Menilai responsivitas bisnis dalam memenuhi pesanan. |
Manfaat Takt Time dalam Industri Manufaktur
Takt time membantu perusahaan menjaga ritme produksi sesuai kapasitas kerja dan permintaan pelanggan. Dari sini, manajemen bisa melihat area produksi yang perlu diperbaiki.
1. Meningkatkan Efisiensi Produksi
Takt time membantu perusahaan melihat bagian produksi yang masih banyak membuang waktu, seperti proses menunggu, gerakan berulang, atau alur kerja yang kurang rapi. Dengan ritme yang lebih jelas, operator dapat bekerja lebih konsisten dan produktivitas harian lebih mudah dikendalikan.
2. Menjaga Kualitas Produk
Produksi yang terlalu cepat sering membuat operator terburu-buru dan meningkatkan risiko kesalahan. Dengan takt time, alur kerja menjadi lebih stabil sehingga tim dapat menjaga kualitas produk tanpa mengganggu target produksi.
3. Mengurangi Biaya Produksi
Takt time membantu perusahaan menyesuaikan jumlah produksi dengan permintaan aktual. Dengan begitu, risiko stok menumpuk di gudang bisa berkurang dan biaya penyimpanan dapat ditekan.
4. Meningkatkan Kepuasan Pelanggan
Perhitungan takt time yang tepat membantu perusahaan menyelesaikan pesanan sesuai jadwal. Ketika pengiriman lebih konsisten, pelanggan akan lebih percaya terhadap kemampuan perusahaan dalam memenuhi permintaan.
5. Menyeimbangkan Beban Kerja Antar Lini
Sering kali beban kerja antar divisi tidak seimbang, ada yang terlalu padat sementara bagian lain justru menunggu. Dengan takt time, perusahaan dapat menyesuaikan ritme kerja agar bottleneck lebih mudah terlihat dan alur produksi berjalan lebih lancar.
Rumus dan Cara Menghitung Takt Time
Mengetahui rumus takt time secara akurat memerlukan pemahaman mendalam tentang waktu kerja bersih yang tersedia dalam satu shift produksi. Langkah ini merupakan titik awal yang fundamental untuk menyusun jadwal produksi yang benar-benar realistis dan terukur.
Rumus dasar yang digunakan adalah:
Takt Time = Total Waktu Produksi yang Tersedia / Total Permintaan Pelanggan.
- Total waktu produksi yang tersedia: waktu kerja bersih yang bisa digunakan untuk produksi dalam satu periode, setelah dikurangi istirahat, briefing, setup mesin, maintenance, atau downtime terjadwal.
- Total permintaan pelanggan: jumlah unit produk yang harus dipenuhi dalam periode yang sama, misalnya per hari, per shift, atau per minggu.
- Hasil takt time: waktu ideal yang tersedia untuk menyelesaikan satu unit produk agar produksi tetap sesuai dengan tingkat permintaan pelanggan.
Pastikan waktu produksi yang tersedia sudah dikurangi dengan waktu istirahat, perawatan mesin, dan pergantian shift kerja.
Contoh perhitungan takt time:
Sebuah pabrik memiliki waktu produksi bersih selama 8 jam per hari. Setelah dikonversi, total waktu produksi yang tersedia adalah 480 menit. Jika permintaan pelanggan mencapai 240 unit per hari, maka perhitungannya adalah:
Takt Time = Total Waktu Produksi yang Tersedia / Total Permintaan Pelanggan
Takt Time = 480 menit / 240 unit
Takt Time = 2 menit per unit
Artinya, pabrik perlu menyelesaikan 1 unit produk setiap 2 menit agar target permintaan pelanggan dapat terpenuhi tepat waktu.
Contoh Takt Time di Industri Manufaktur Indonesia
Implementasi takt time di industri manufaktur Indonesia dapat berbeda tergantung jenis produk, jam kerja efektif, dan volume permintaan harian. Perusahaan dapat memakai perhitungan ini untuk menilai apakah kapasitas produksi saat ini sudah sesuai dengan target pasar.
| Industri | Skenario Produksi | Contoh Perhitungan Takt Time | Insight Operasional |
|---|---|---|---|
| FMCG | Pabrik minuman memproses 4.800 unit per shift dengan waktu kerja efektif 480 menit. | 480 menit / 4.800 unit = 0,1 menit per unit atau 6 detik per unit. | Lini produksi harus menjaga output stabil karena permintaan bergerak cepat dan risiko backlog tinggi. |
| Otomotif | Pabrik komponen menargetkan 960 part dalam satu shift 480 menit. | 480 menit / 960 part = 0,5 menit per part atau 30 detik per part. | Supervisor perlu memastikan cycle time tiap stasiun tidak melebihi 30 detik agar alur assembly tetap seimbang. |
| F&B | Produsen makanan beku harus memenuhi 1.200 pack per hari dengan waktu kerja efektif 420 menit. | 420 menit / 1.200 pack = 0,35 menit per pack atau 21 detik per pack. | Tim produksi perlu menjaga koordinasi antara persiapan bahan, pengemasan, dan cold storage. |
| Tekstil | Pabrik garmen menargetkan 600 potong pakaian per shift dengan waktu kerja efektif 450 menit. | 450 menit / 600 potong = 0,75 menit per potong atau 45 detik per potong. | Bottleneck biasanya muncul di proses jahit, QC, atau finishing jika beban kerja tidak seimbang. |
Dari contoh tersebut, takt time membantu manajemen membaca apakah target produksi masih realistis terhadap kapasitas shift yang tersedia. Jika cycle time aktual lebih lambat dari takt time, perusahaan perlu mengevaluasi bottleneck, pembagian tenaga kerja, atau alur mesin sebelum menambah jam lembur.
Penerapan Takt Time di Industri Jasa dan Software
Takt time tidak hanya relevan untuk manufaktur, tetapi juga bisa digunakan pada industri jasa dan software. Prinsipnya tetap sama, yaitu menyesuaikan kapasitas kerja tim dengan jumlah permintaan yang harus diselesaikan dalam periode tertentu.
| Industri | Contoh Permintaan | Cara Membaca Takt Time |
|---|---|---|
| Customer service | 120 tiket pelanggan per hari | Tim perlu menentukan ritme penyelesaian tiket agar tidak terjadi antrean panjang. |
| Restoran cepat saji | 300 pesanan dalam satu shift | Dapur dan kasir perlu menjaga waktu layanan per pesanan agar antrean tetap terkendali. |
| Software development | 40 bug fix dalam satu sprint | Tim dapat memperkirakan kapasitas penyelesaian pekerjaan berdasarkan waktu kerja efektif dan jumlah backlog. |
| Logistik | 500 paket perlu diproses per hari | Gudang perlu menyesuaikan ritme sortir, picking, dan dispatch agar pengiriman tidak tertunda. |
Langkah-Langkah Implementasi Takt Time

Penerapan ritme produksi perlu dilakukan bertahap agar tidak mengganggu operasional. Berikut tahapan dasar yang bisa perusahaan lakukan untuk menerapkan takt time secara lebih terukur.
1. Analisis Permintaan Pelanggan
Langkah awal adalah mengumpulkan data historis dan prediksi pesanan untuk menentukan volume produksi yang dibutuhkan dalam periode tertentu. Akurasi data pada tahap ini sangat menentukan keberhasilan seluruh rangkaian proses penyeimbangan lini produksi nantinya.
2. Hitung Waktu Produksi yang Tersedia
Tentukan total durasi kerja efektif dengan mengeluarkan waktu non-produktif seperti rapat harian, pembersihan area, maupun jeda istirahat karyawan. Gunakan angka waktu bersih ini sebagai pembagi dalam rumus untuk mendapatkan nilai ritme produksi yang valid.
3. Evaluasi dan Sesuaikan Cycle Time
Bandingkan waktu pengerjaan aktual saat ini dengan target waktu ideal yang telah dihitung melalui rumus takt time sebelumnya. Jika waktu pengerjaan aktual lebih lambat, segera lakukan penyesuaian pada metode kerja atau penambahan sumber daya manusia.
4. Identifikasi dan Hilangkan Hambatan Produksi
Cari titik-titik dalam proses yang menyebabkan penundaan atau penumpukan material setengah jadi di tengah-tengah alur kerja produksi. Penghapusan hambatan ini sangat krusial agar aliran barang tetap lancar sesuai dengan ketukan waktu yang telah ditetapkan.
5. Penyesuaian Alur Produksi dengan Takt Time
Atur kembali tata letak mesin agar setiap stasiun memiliki beban waktu yang setara. Penyesuaian ini mencegah waktu tunggu yang sia-sia dan menciptakan aliran kerja yang lebih stabil. Pendekatan juga menjadi dasar dari sistem sel kerja produksi dengan metode cellular manufacturing.
6. Monitoring dan Evaluasi Secara Berkala
Lakukan audit performa secara rutin untuk memastikan bahwa ritme produksi tetap terjaga di tengah perubahan kondisi lapangan. Gunakan data hasil evaluasi untuk melakukan perbaikan berkelanjutan demi menjaga daya saing perusahaan di pasar global.
Teknik untuk Mengoptimalkan Takt Time
Ritme produksi perlu dipantau dan disesuaikan secara berkala agar tetap relevan dengan kondisi produksi. Beberapa teknik berikut dapat membantu perusahaan menjaga ritme kerja tetap stabil saat permintaan berubah.
1. Value Stream Mapping (VSM)
Teknik ini memvisualisasikan seluruh aliran material dan informasi dari awal hingga produk sampai ke tangan konsumen secara mendalam. Dengan VSM, Anda dapat melihat dengan jelas di mana letak pemborosan yang harus segera dieliminasi dari sistem.
2. Heijunka (Production Leveling)
Teknik Heijunka berfungsi untuk meratakan volume dan jenis produksi guna menghindari lonjakan beban kerja yang ekstrem pada waktu-waktu tertentu. Teknik ini sangat efektif untuk menstabilkan penggunaan sumber daya di tengah permintaan pelanggan yang tidak menentu.
3. Kaizen (Continuous Improvement)
Budaya perbaikan terus-menerus mendorong setiap karyawan untuk mencari cara kecil yang dapat mempercepat proses kerja tanpa mengurangi kualitas. Semangat Kaizen mendorong tim di lapangan untuk terus menyempurnakan standar waktu melalui inovasi sederhana.
4. Just-In-Time (JIT) Production
Sistem ini memastikan material hanya dipasok dan diproses tepat saat dibutuhkan dalam jumlah yang sesuai dengan permintaan pelanggan. Integrasi JIT dengan ritme produksi yang tepat akan secara drastis mengurangi biaya inventaris dan risiko kerusakan barang.
5. Andon System
Andon adalah alat bantu visual yang memberikan sinyal segera ketika terjadi masalah atau ketidaksesuaian pada lini produksi secara real-time. Respon cepat terhadap sinyal ini mencegah gangguan kecil berubah menjadi hambatan besar yang bisa merusak ritme waktu kerja.
Cara Meningkatkan Akurasi Takt Time dengan Sistem Digital
Studi di Procedia Manufacturing menunjukkan bahwa work and time study yang terstruktur dapat meningkatkan efisiensi lini produksi hingga 53%, sehingga akurasi waktu menjadi penting dalam perhitungan takt time. ERP membantu menutup gap ini dengan mencatat waktu kerja, downtime, dan output produksi secara otomatis.
Beberapa fitur ERP yang berperan langsung dalam menjaga akurasi takt time:
- Real-time production tracking mencatat timestamp di setiap stasiun kerja tanpa intervensi operator, sehingga rounding error pencatatan manual hilang
- Otomatisasi pemotongan waktu non-produktif menyesuaikan total waktu tersedia dengan jadwal istirahat, breakdown mesin, dan changeover yang tercatat di sistem
- Integrasi modul Sales/CRM ke perhitungan takt time membuat perubahan volume order langsung tersinkronisasi sebagai input perhitungan ulang
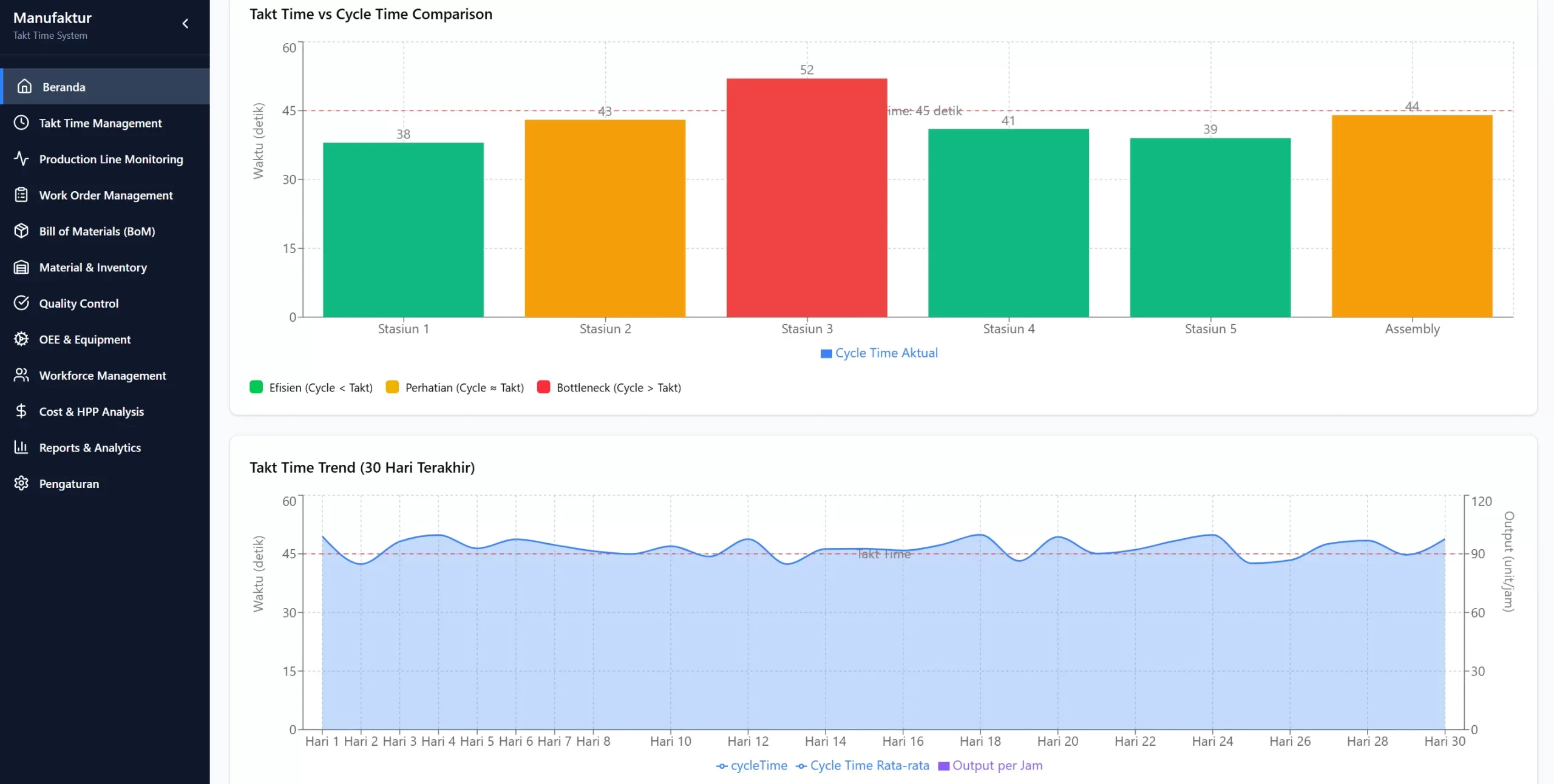
- Dashboard bottleneck visual menyoroti stasiun kerja dengan cycle time melampaui takt time pada shift berjalan
- Alert deviasi otomatis mengirim notifikasi ke supervisor ketika cycle time aktual melewati ambang takt time
- Historical data untuk forecasting mengakomodasi takt time dinamis berdasarkan pola permintaan musiman lintas tahun
Pengalaman implementasi pada manufaktur memperlihatkan pola serupa di lapangan. Marimas, produsen FMCG yang rutin menghadapi lonjakan permintaan musiman, menggunakan proyeksi kebutuhan produksi hingga dua bulan ke depan sebagai dasar penyesuaian takt time sebelum bottleneck muncul di lini produksi.
Kesimpulan
Takt time memberi nilai hanya ketika angkanya menjadi acuan keputusan harian, bukan sekadar dokumentasi. Perusahaan yang mengintegrasikan ritme ini ke setiap evaluasi shift biasanya menemukan bottleneck yang tidak terlihat selama bertahun-tahun.
Tantangan terbesar dalam implementasinya adalah menjaga akurasi data saat permintaan dan kondisi lapangan terus berubah. Sistem yang menyajikan data produksi secara real-time menentukan apakah waktu siklus produksi tetap relevan.
Total ERP menyediakan modul Manufacturing yang mengotomatisasi pencatatan waktu produksi dan menyinkronkannya dengan data permintaan, sehingga akurasi rtime produksi tetap terjaga seiring fluktuasi operasional.

FAQ tentang Takt Time
Takt time yang terlalu cepat memaksa operator bekerja di atas kapasitas normal, sehingga meningkatkan risiko cacat produk dan kelelahan pekerja. Dalam jangka panjang, kondisi ini justru memperlambat throughput karena tingginya rework dan downtime mesin akibat pemakaian berlebih.
Takt time wajib dihitung ulang setiap kali terjadi perubahan signifikan pada permintaan pelanggan, jam kerja, atau jumlah shift yang beroperasi. Perusahaan dengan permintaan musiman umumnya melakukan perhitungan ulang per kuartal, sementara industri make-to-order melakukannya per periode pesanan besar.
Ya, takt time dapat berbeda antar shift jika volume permintaan dan jam kerja bersih di setiap shift tidak sama. Hal yang sama berlaku antar lini produksi, terutama ketika satu lini menangani produk dengan kompleksitas atau volume berbeda dari lini lainnya.
Takt time menjadi baseline untuk mengukur komponen Performance dalam OEE, karena kecepatan aktual mesin dibandingkan dengan ritme ideal yang ditetapkan. Semakin dekat cycle time aktual, semakin tinggi skor OEE perusahaan.
Fokus pada eliminasi waktu non-nilai tambah seperti setup, perpindahan material, dan menunggu antar stasiun melalui metode SMED atau 5S. Pendekatan ini menurunkan cycle time sehingga lini produksi bisa mengikuti takt time yang lebih cepat tanpa perlu menambah mesin atau tenaga kerja.