Banyak pabrik terjebak dalam kondisi operasional yang gelap karena alur kerja harian tidak pernah terdokumentasi secara transparan. Mengimplementasikan flowchart proses produksi yang tepat adalah langkah pertama untuk menerangi area buta dalam manajemen manufaktur.
Tanpa visualisasi yang jelas, miskomunikasi antara bagian gudang dan lini perakitan sering kali memicu keterlambatan pengiriman yang merugikan. Panduan ini akan membahas cara memetakan alur kerja guna mengurai bottleneck dan mempercepat proses kontrol kualitas.
Melalui definisi tahapan yang akurat, perusahaan dapat meminimalkan kesalahan manusia serta mempermudah evaluasi kinerja secara berkelanjutan. Mari kita pelajari elemen penting dalam diagram alir manufaktur untuk efisiensi pabrik modern.
Key Takeaways
Flowchart proses produksi adalah representasi visual yang memetakan urutan kerja dari bahan mentah hingga barang jadi secara sistematis.
Komponen utama diagram ini meliputi simbol standar untuk proses, titik keputusan, serta alur masuk dan keluarnya material di lantai pabrik.
Penggunaan sistem ERP manufaktur membantu mengintegrasikan diagram alir dengan data real-time untuk pemantauan operasional yang lebih akurat.
- Apa Itu Flowchart Proses Produksi
- Fungsi Flowchart Proses Produksi dalam Manufaktur
- Komponen dan Simbol dalam Flowchart Proses Produksi
- Alur Umum Flowchart Proses Produksi di Perusahaan Manufaktur
- Jenis Flowchart Proses Produksi yang Umum Digunakan
- Perbedaan Flowchart Proses Produksi dengan SOP, Routing, dan Work Instruction
- Cara Membuat Flowchart Proses Produksi yang Efektif
- Contoh Flowchart Proses Produksi Sederhana
- Kesalahan Umum Saat Membuat Flowchart Proses Produksi
- Tujuan Revisi Flowchart Proses Produksi
- Bagaimana Software Manufaktur Membantu Menjalankan Flowchart Produksi
- Kesimpulan
Apa Itu Flowchart Proses Produksi
Flowchart proses produksi adalah representasi visual yang memetakan setiap tahapan operasional dari awal hingga menjadi barang jadi. Diagram ini menggunakan simbol standar untuk menggambarkan aliran material, informasi, dan keputusan dalam proses manufaktur di lantai pabrik.
Dalam konteks manufaktur, dokumen visual ini berfungsi sebagai bahasa universal yang menyatukan pemahaman seluruh departemen. Mulai dari tim gudang hingga operator mesin, semuanya merujuk pada satu panduan alur yang sama.
Keberadaan diagram alir sangat penting karena pabrik memiliki tingkat kompleksitas operasional yang tinggi. Tanpa visualisasi terstruktur, risiko terjadinya penyimpangan standar dan pemborosan sumber daya akan semakin besar.
Fungsi Flowchart Proses Produksi dalam Manufaktur
Diagram alir bukan sekadar gambar pelengkap dalam dokumen perusahaan, melainkan instrumen strategis untuk mengendalikan operasional secara menyeluruh.
Menstandarkan alur kerja antar divisi
Standarisasi kerja merupakan fondasi utama agar setiap divisi di pabrik memiliki pemahaman yang seragam. Diagram alir memastikan tidak ada lagi interpretasi ganda mengenai pembagian tugas antar departemen.
Setiap operator akan selalu merujuk pada alur proses produksi baku yang telah disepakati bersama manajemen. Hal ini secara langsung menekan angka kesalahan komunikasi yang sering memicu penundaan jadwal kerja.
Mempermudah identifikasi bottleneck
Penumpukan barang setengah jadi sering kali terjadi tanpa disadari oleh manajer lini produksi. Melalui pemetaan proses yang rinci, titik-titik rawan kemacetan ini dapat divisualisasikan dengan sangat jelas.
Manajemen dapat melihat secara langsung tahapan mana yang memakan waktu paling lama atau membutuhkan sumber daya berlebih. Identifikasi dini ini memungkinkan perusahaan segera melakukan penyeimbangan beban kerja antarstasiun melalui heijunka dalam produksi.
Membantu quality control lebih terstruktur
Pemeriksaan kualitas tidak boleh dilakukan secara acak atau hanya di akhir proses perakitan. Diagram alir membantu menentukan titik inspeksi kritis yang harus dilewati sebelum material diproses lebih lanjut.
Penempatan simbol keputusan memastikan bahwa produk cacat langsung disortir dan tidak diteruskan ke tahap berikutnya. Langkah ini sangat krusial untuk mencegah kerugian material yang lebih besar di akhir rantai produksi.
Mendukung training operator baru
Mengajarkan prosedur kerja kepada karyawan baru sering kali memakan waktu yang cukup lama. Kehadiran diagram alir menyederhanakan proses transfer pengetahuan dari supervisor kepada operator pemula.
Visualisasi tahapan kerja jauh lebih mudah dicerna dibandingkan dengan membaca manual teks yang tebal. Karyawan baru dapat langsung memahami gambaran besar operasional dan peran spesifik mereka.
Alat ini memberikan visibilitas penuh terhadap setiap aktivitas yang terjadi di area perakitan dan mendukung shop floor control di lantai produksi agar lebih terarah.
Menjadi dasar evaluasi dan continuous improvement
Perbaikan berkelanjutan hanya bisa dilakukan jika perusahaan memiliki data dasar mengenai kondisi operasional saat ini. Berbagai studi optimasi proses manufaktur membuktikan bahwa visualisasi alur adalah langkah awal menuju efisiensi.
Diagram alir berfungsi sebagai baseline untuk menganalisis efektivitas setiap tahapan kerja yang ada. Setiap perubahan yang diusulkan kemudian dapat disimulasikan terlebih dahulu di atas kertas sebelum diterapkan di lapangan.
Komponen dan Simbol dalam Flowchart Proses Produksi
Pembuatan diagram alir yang efektif membutuhkan penggunaan bahasa visual yang standar dan diakui secara universal. Simbol-simbol ini mewakili jenis tindakan tertentu sehingga siapa pun yang membacanya dapat langsung paham.
Simbol start dan end
Setiap diagram alir harus memiliki batasan yang jelas mengenai kapan sebuah proses dimulai dan diakhiri. Simbol terminator yang berbentuk oval digunakan khusus untuk menandai titik awal dan akhir ini.
Kejelasan titik awal dan akhir mencegah kebingungan mengenai ruang lingkup prosedur yang sedang dipetakan. Hal ini sangat penting terutama saat memetakan sub-proses yang terhubung dengan departemen lain.
Simbol proses
Simbol persegi panjang adalah elemen yang paling sering muncul dalam sebuah peta operasional pabrik. Simbol ini merepresentasikan suatu tindakan atau langkah perakitan yang mengubah bentuk material.
Di dalam kotak tersebut, penulis biasanya menambahkan deskripsi singkat berupa kata kerja aktif. Penggunaan simbol ini harus mewakili satu aktivitas spesifik agar diagram tidak menjadi terlalu rumit.
Simbol keputusan
Bentuk belah ketupat digunakan untuk menunjukkan titik di mana sebuah keputusan penting harus diambil. Simbol ini selalu menghasilkan minimal dua jalur alternatif, yaitu pilihan Ya atau Tidak.
Operator tidak perlu ragu mengambil tindakan karena panduan visual telah menyediakan jalur penyelesaiannya. Pencantuman titik keputusan yang akurat sangat membantu dalam memetakan skenario penanganan masalah di lapangan.
Simbol input dan output
Bentuk jajar genjang dialokasikan secara khusus untuk menggambarkan masuknya material atau keluarnya produk dari sebuah tahapan. Simbol ini menunjukkan interaksi antara proses perakitan dengan sumber daya eksternal.
Memetakan input dan output secara jelas memastikan kelancaran rantai pasokan di internal pabrik. Setiap stasiun kerja akan mengetahui dengan pasti material apa yang mereka butuhkan.
Garis alur dan connector
Garis dengan tanda panah di ujungnya berfungsi sebagai jalan yang menghubungkan setiap simbol dalam diagram. Tanda panah ini menunjukkan arah pergerakan material atau urutan kronologis aktivitas.
Arah panah yang konsisten membuat dokumen lebih intuitif bagi pembaca di lapangan. Garis yang saling menyilang tanpa kejelasan arah harus dihindari agar tidak membingungkan operator.
Tips memilih simbol agar flowchart mudah dipahami
Konsistensi adalah kunci utama dalam membuat peta visual operasional yang komunikatif. Pastikan seluruh tim menggunakan standar simbol yang sama seperti standar ANSI agar terlihat profesional.
Gunakan ukuran bentuk yang seragam agar diagram tetap rapi saat dicetak dalam ukuran besar. Kemudahan membaca harus selalu menjadi prioritas utama dibandingkan dengan estetika desain semata.
Alur Umum Flowchart Proses Produksi di Perusahaan Manufaktur
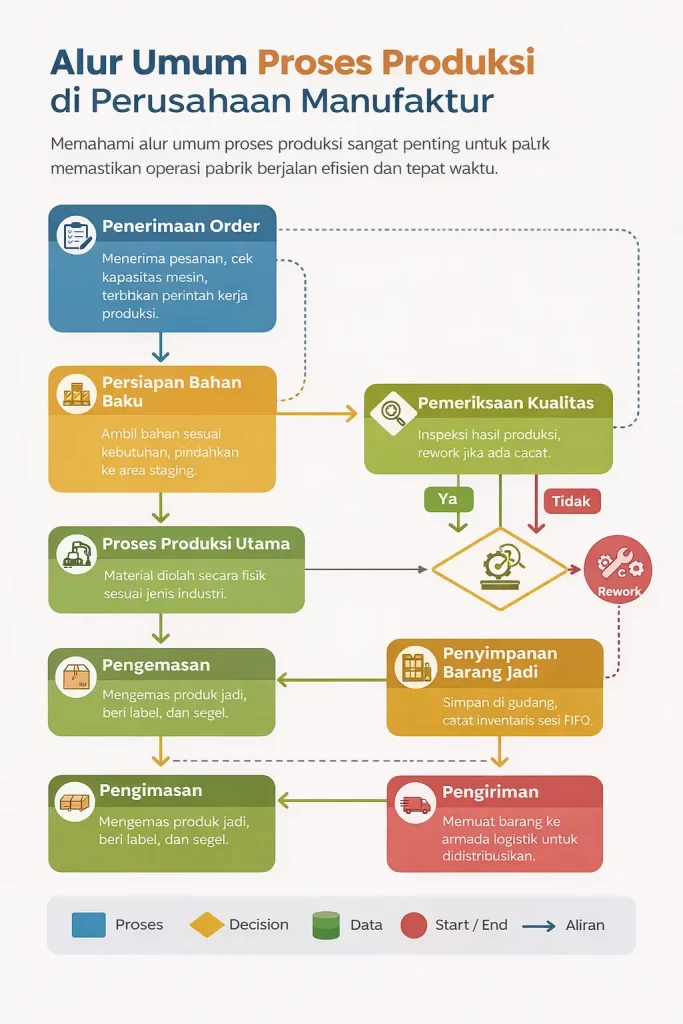
Setiap pabrik memang memiliki keunikan operasional tersendiri, namun secara garis besar terdapat pola standar yang berlaku universal. Mempelajari alur umum ini sangat membantu saat Anda ingin menyusun diagram dari nol.
1. Penerimaan order atau perencanaan produksi
Langkah pertama dimulai dari departemen PPIC yang menerima pesanan atau target produksi harian. Pada tahap ini, sistem akan mengecek ketersediaan kapasitas mesin dan jadwal kerja operator.
Hasil dari tahap ini biasanya berupa penerbitan dokumen perintah kerja produksi sebagai rujukan utama. Perencanaan yang matang di awal akan mencegah terjadinya penumpukan pekerjaan di tengah jalan.
2. Persiapan bahan baku
Setelah perintah kerja diterbitkan, alur berlanjut ke departemen gudang untuk proses penyiapan material. Petugas gudang akan melakukan pengambilan barang sesuai dengan daftar kebutuhan bahan baku.
Material yang telah disiapkan kemudian dipindahkan ke area staging di dekat jalur perakitan utama. Tahapan ini harus dipetakan dengan cermat untuk memastikan tidak ada waktu tunggu mesin.
3. Proses produksi utama
Ini adalah inti dari seluruh rangkaian kegiatan di mana material mentah mulai diubah bentuknya secara fisik. Tergantung pada jenis industrinya, tahap ini bisa terdiri dari belasan hingga puluhan simbol proses.
Deskripsi pada setiap kotak harus mencantumkan parameter penting seperti suhu atau jenis mesin yang digunakan. Pemetaan ini menuntut ketelitian tinggi agar aliran barang setengah jadi berjalan lancar.
4. Pemeriksaan kualitas
Tahap inspeksi biasanya disimbolkan dengan belah ketupat dan ditempatkan setelah proses yang bersifat krusial. Tim inspektor akan memeriksa seluruh populasi barang sesuai dengan standar toleransi yang ditetapkan.
Jika barang dinyatakan lolos, alur akan bergerak maju menuju tahap penyelesaian atau pengemasan produk. Namun jika ditemukan ketidaksesuaian, panah akan mengarah ke proses pengerjaan ulang.
5. Pengemasan
Barang jadi yang telah lolos uji kualitas akan masuk ke area pengemasan untuk dilindungi dari kerusakan. Proses ini mencakup pengemasan primer hingga pengemasan sekunder untuk kebutuhan transportasi.
Langkah-langkah seperti pelabelan dan penyegelan juga masuk dalam blok proses ini. Efisiensi di stasiun pengemasan memastikan produk dapat segera dipindahkan tanpa menumpuk di ujung jalur.
6. Penyimpanan barang jadi
Produk yang telah dikemas rapi kemudian diserahterimakan kembali ke pihak gudang barang jadi. Proses serah terima ini ditandai dengan simbol input untuk memperbarui status persediaan.
Barang kemudian dialokasikan ke rak penyimpanan sesuai dengan metode FIFO yang berlaku. Pemetaan prosedur penempatan barang mempermudah petugas saat nanti harus melakukan pengambilan.
7. Pengiriman atau distribusi
Tahap akhir dari siklus manufaktur adalah proses pemuatan barang ke armada logistik untuk dikirim. Alur ini mencakup pengecekan ulang dokumen jalan dan validasi kuantitas barang.
Simbol terminator selesai biasanya diletakkan setelah kendaraan pengiriman meninggalkan area pabrik. Pemetaan distribusi yang rapi membantu perusahaan memastikan ketepatan waktu pengiriman kepada pelanggan.
Jenis Flowchart Proses Produksi yang Umum Digunakan
Tidak semua pabrik cocok menggunakan satu gaya pemetaan yang sama untuk operasional harian mereka. Pemilihan jenis diagram yang tepat akan sangat bergantung pada kompleksitas produk yang dihasilkan.
- Flowchart proses linear: Jenis ini menggambarkan alur kerja yang bergerak dalam satu garis lurus tanpa adanya percabangan yang rumit. Flowchart linear sangat cocok untuk lini produksi sederhana yang tidak memiliki banyak varian produk.
- Flowchart proses bercabang: Model ini digunakan ketika ada beberapa jalur alternatif atau proses paralel yang berjalan bersamaan. Diagram bercabang memetakan titik keputusan di mana produk bisa diarahkan ke stasiun kerja berbeda.
- Flowchart proses batch: Proses batch memetakan produksi yang dilakukan dalam kelompok atau jumlah tertentu pada satu waktu. Alurnya menekankan pada pembersihan mesin atau pergantian setup di antara setiap kelompok produksi.
- Flowchart proses continuous: Digunakan oleh industri yang menjalankan mesin secara terus-menerus selama 24 jam tanpa henti. Diagram ini berfokus pada aliran material yang konstan dan titik monitoring sensor otomatis.
Kapan tiap jenis flowchart lebih cocok digunakan
Pilihlah model linear jika urutan kerja Anda bersifat sekuensial dan tetap setiap harinya. Sementara itu, model bercabang lebih ideal untuk pabrik yang melayani pesanan kustom dengan spesifikasi beragam.
Perbedaan Flowchart Proses Produksi dengan SOP, Routing, dan Work Instruction
Sering kali terdapat tumpang tindih pemahaman mengenai berbagai dokumen teknis di lantai produksi pabrik. Membedakan fungsi masing-masing dokumen sangat penting untuk menjaga kejelasan instruksi kerja.
Flowchart vs SOP
Flowchart memberikan gambaran visual mengenai urutan proses secara garis besar dan mudah dipahami. Sementara SOP biasanya berupa dokumen teks yang menjelaskan detail langkah kerja secara naratif.
Flowchart vs routing produksi
Routing berfokus pada jalur fisik yang dilewati material melalui berbagai mesin atau pusat kerja tertentu. Flowchart lebih fokus pada logika urutan aktivitas dan titik pengambilan keputusan manajemen.
Flowchart vs work instruction
Work instruction atau instruksi kerja berisi panduan teknis yang sangat mendetail untuk satu tugas spesifik. Flowchart mencakup seluruh rangkaian proses produksi dari awal hingga akhir secara komprehensif.
| Aspek | Flowchart | SOP | Routing | Work Instruction |
|---|---|---|---|---|
| Bentuk | Diagram visual | Dokumen teks prosedural | Dokumen/alur rute proses | Dokumen instruksi teknis |
| Fokus utama | Urutan proses dan keputusan | Standarisasi langkah kerja | Jalur perpindahan material atau pekerjaan | Cara menjalankan satu tugas spesifik |
| Cakupan | Proses dari awal hingga akhir secara garis besar | Proses kerja yang lebih rinci per prosedur | Aliran fisik material antar mesin atau work center | Satu aktivitas atau pekerjaan tertentu |
| Tingkat detail | Ringkas dan mudah dipahami | Cukup detail dan naratif | Detail pada urutan operasi dan pusat kerja | Sangat detail, teknis, dan operasional |
| Tujuan penggunaan | Memudahkan visualisasi alur kerja | Menjadi pedoman kerja resmi | Mengatur efisiensi jalur produksi | Memastikan tugas dilakukan dengan benar dan konsisten |
| Contoh isi | Penerimaan bahan, proses, QC, packing | Langkah operasional, tanggung jawab, aturan kerja | Mesin A ke Mesin B ke Assembly | Cara setting mesin, parameter, dan standar kerja |
Dokumen mana yang dipakai untuk kebutuhan apa
Gunakan flowchart untuk koordinasi antar departemen dan identifikasi masalah alur kerja utama. Instruksi kerja lebih tepat diberikan kepada operator mesin untuk memandu tugas teknis mereka.
Cara Membuat Flowchart Proses Produksi yang Efektif
Membuat diagram alir yang akurat membutuhkan keterlibatan langsung dari tim yang bekerja di lapangan. Ikuti langkah sistematis berikut agar flowchart Anda benar-benar mencerminkan realitas operasional.
1. Tentukan tujuan flowchart
Langkah pertama adalah menetapkan apa yang ingin dicapai melalui pembuatan peta visual tersebut. Apakah tujuannya untuk mengurangi limbah, mempercepat waktu siklus, atau sekadar dokumentasi audit?
2. Kumpulkan data proses aktual dari lapangan
Jangan membuat diagram hanya berdasarkan asumsi dari balik meja kantor manajemen saja. Anda harus melakukan pengamatan langsung di lantai produksi untuk mencatat urutan kerja yang sebenarnya.
3. Petakan urutan proses dari awal sampai akhir
Mulailah dengan menyusun draf kasar mengenai langkah-langkah transformasi material yang terjadi. Pastikan setiap perpindahan barang antar stasiun kerja tercatat tanpa ada yang terlewati.
4. Tandai titik keputusan dan quality gate
Identifikasi di mana saja pemeriksaan kualitas dilakukan dan tindakan apa yang harus diambil jika terjadi kegagalan. Titik-titik ini adalah elemen paling krusial untuk menjaga standar kualitas produk.
5. Gunakan simbol yang konsisten
Pastikan penggunaan simbol oval, persegi, dan belah ketupat tidak tertukar fungsinya sepanjang diagram. Konsistensi visual akan memudahkan siapa pun untuk membaca dokumen tersebut dengan cepat.
6. Review bersama PPIC, produksi, QC, dan gudang
Diskusikan draf flowchart dengan semua kepala departemen yang terlibat dalam siklus produksi. Masukan dari berbagai sudut pandang akan melengkapi detail yang mungkin terlewatkan sebelumnya.
7. Uji flowchart lalu revisi berkala
Terapkan diagram tersebut sebagai panduan sementara dan lihat apakah ada ketidaksesuaian dengan praktik lapangan. Lakukan pembaruan secara berkala setiap kali ada perubahan mesin atau metode kerja.
Contoh Flowchart Proses Produksi Sederhana
Visualisasi yang sederhana sering kali jauh lebih efektif dibandingkan diagram yang terlalu padat dan rumit. Berikut adalah beberapa contoh penerapan alur kerja di berbagai bidang industri manufaktur.
Contoh flowchart proses produksi makanan
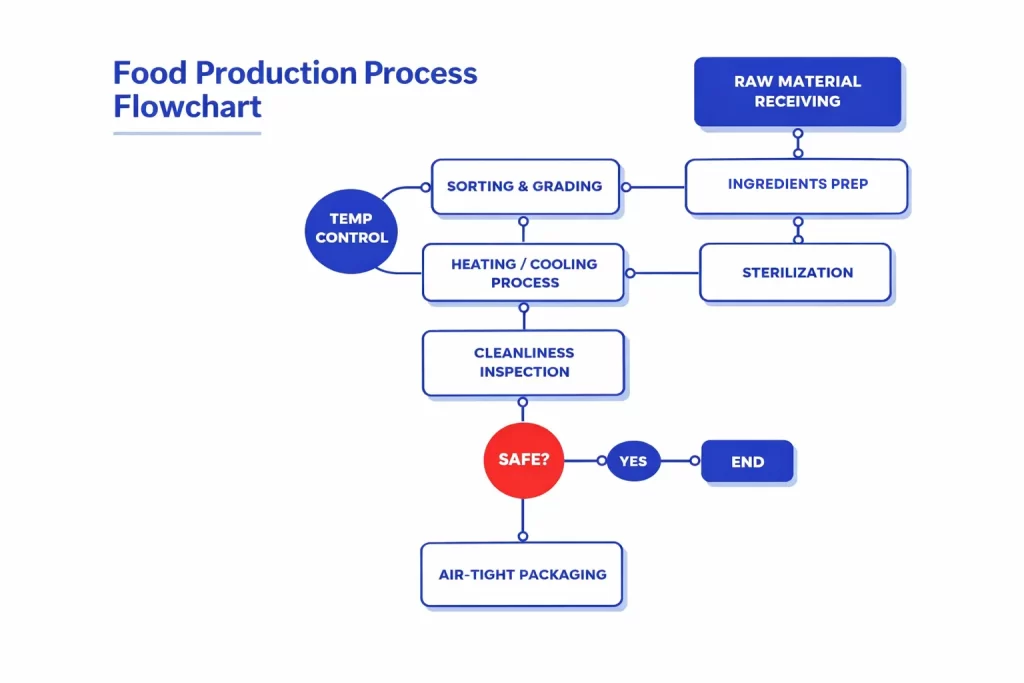
Alur dimulai dari penerimaan bahan baku, dilanjutkan dengan proses sortasi, pengolahan suhu, inspeksi kebersihan, hingga pengemasan kedap udara. Fokus utamanya adalah pada titik kontrol suhu dan sterilisasi produk.
Contoh flowchart produksi furniture
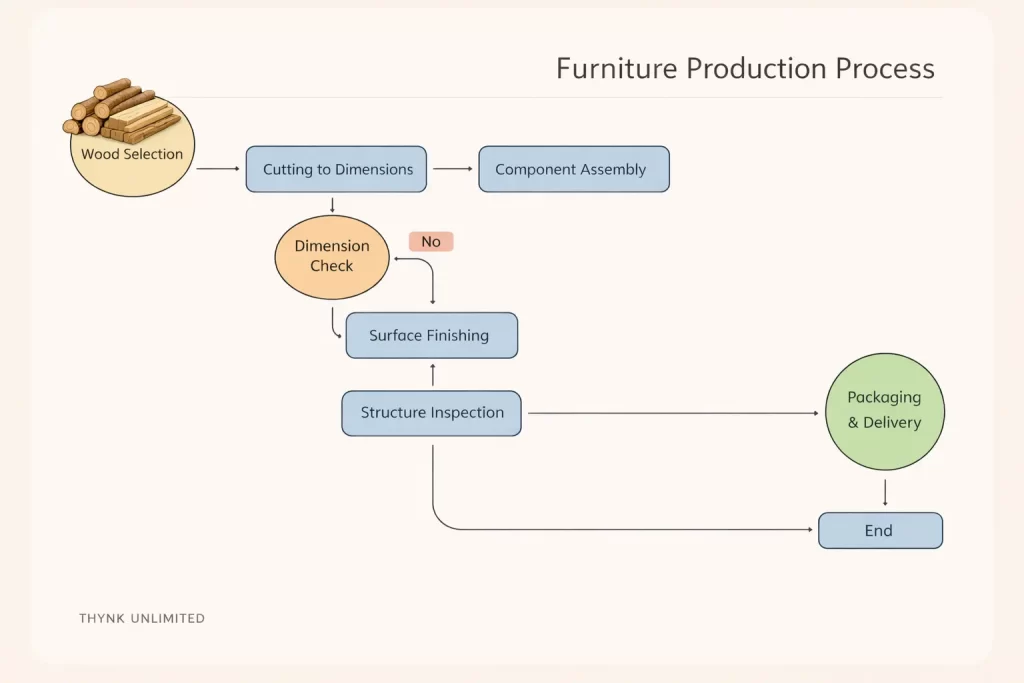
Tahapan meliputi pemilihan kayu, pemotongan sesuai desain, perakitan komponen, proses finishing permukaan, inspeksi struktur, hingga pengiriman. Ketepatan dimensi pada tahap pemotongan menjadi poin paling kritis.
Contoh flowchart produksi garment

Proses berjalan dari pemotongan kain sesuai pola, penjahitan (sewing), pemeriksaan kualitas jahitan, penyetrikaan, hingga packing dan distribusi. Sinkronisasi antar bagian penjahitan sangat diperhatikan dalam diagram ini.
Kesalahan Umum Saat Membuat Flowchart Proses Produksi
Flowchart proses produksi seharusnya membantu perusahaan melihat alur kerja dengan lebih jelas. Namun, banyak flowchart justru sulit dipakai karena dibuat hanya untuk dokumentasi, bukan untuk mendukung aktivitas operasional harian di pabrik.
Agar flowchart benar-benar berguna, perusahaan perlu menghindari beberapa kesalahan yang sering terjadi berikut ini:
1. Flowchart tanpa dasar kondisi lapangan
Banyak tim menyusun flowchart dari perspektif manajemen tanpa mengecek langsung bagaimana proses berjalan di area produksi. Akibatnya, alur yang tertulis terlihat rapi di atas kertas, tetapi tidak mencerminkan urutan kerja yang benar-benar terjadi.
2. Tidak memasukkan titik quality control secara jelas
Beberapa flowchart hanya menampilkan proses utama tanpa menandai lokasi pemeriksaan kualitas. Padahal, titik QC yang tidak terlihat jelas bisa membuat barang cacat terus bergerak ke tahap berikutnya dan memperbesar risiko rework.
3. Mengabaikan jalur rework dan produk reject
Dalam praktiknya, tidak semua produk langsung lolos ke tahap akhir. Jika flowchart tidak menunjukkan alur untuk rework, barang sisa produksi, atau pemeriksaan ulang, tim produksi akan kesulitan menangani produk bermasalah secara konsisten.
4. Menggunakan simbol yang inkonsisten
Flowchart akan sulit dipahami jika satu simbol dipakai untuk beberapa fungsi berbeda. Kondisi ini sering membuat operator, supervisor, dan tim gudang membaca alur dengan interpretasi yang tidak sama.
5. Membuat flowchart terlalu rumit
Sebagian perusahaan memasukkan terlalu banyak detail dalam satu diagram hingga tampilannya penuh dan membingungkan. Flowchart yang terlalu padat justru menyulitkan pembaca untuk melihat urutan kerja, titik keputusan, dan hubungan antarproses.
6. Tidak menyesuaikan flowchart saat proses berubah
Flowchart yang pernah relevan bisa menjadi usang ketika perusahaan menambah mesin, mengubah layout, memperluas lini produksi, atau menyesuaikan prosedur QC. Jika dokumen tidak diperbarui, tim akan tetap mengacu pada alur lama yang sudah tidak sesuai dengan kondisi aktual.
Tujuan Revisi Flowchart Proses Produksi
Revisi flowchart biasanya perlu dilakukan saat perusahaan mulai menemukan tanda bahwa alur kerja yang ada sudah tidak lagi mencerminkan kondisi operasional. Beberapa kondisi berikut sering menjadi sinyal paling jelas:
1. Mengoptimalkan lead time operasi
Jika waktu penyelesaian produksi semakin sering mundur dari target, perusahaan perlu mengecek apakah ada tahapan yang belum tergambar dengan benar. Flowchart yang akurat membantu tim melihat titik proses mana yang memperlambat keseluruhan alur kerja.
2. Mengurangi bottleneck produksi
Penumpukan WIP pada stasiun kerja tertentu sering menandakan adanya bottleneck yang belum dipetakan dengan baik. Maka, perusahaan akan menjalankan revisi flowchart untuk mengevaluasi aliran material dan kapasitas kerja antarproses.
3. Ada perubahan mesin, layout, atau urutan kerja
Ketika perusahaan menambah mesin baru, memindahkan area kerja, atau mengubah urutan proses, flowchart lama biasanya tidak lagi relevan. Jika tidak diperbarui, dokumen justru bisa membingungkan operator baru maupun tim pengawas.
4. Frekuensi rework atau reject meningkat
Lonjakan produk cacat menunjukkan bahwa ada proses yang perlu dievaluasi, baik di tahap produksi maupun quality control. Revisi flowchart membantu perusahaan menandai ulang titik inspeksi, alur rework, dan jalur penanganan produk gagal.
5. Perusahaan mulai menambah varian atau model produk
Semakin banyak variasi produk, semakin besar kemungkinan alur kerja menjadi lebih kompleks. Flowchart perlu disesuaikan agar setiap keputusan, percabangan proses, dan kebutuhan material tetap terlihat jelas.
6. Koordinasi antarbagian mulai sering tidak sinkron
Jika tim produksi, gudang, dan QC mulai sering berbeda pemahaman soal urutan kerja atau status barang, masalahnya bisa berasal dari flowchart yang sudah tidak akurat. Revisi dokumen ini penting agar semua divisi kembali menggunakan acuan proses yang sama.
Bagaimana Software Manufaktur Membantu Menjalankan Flowchart Produksi
Teknologi modern memungkinkan diagram alir statis berubah menjadi sistem manajemen operasional yang dinamis dan otomatis. Penggunaan perangkat lunak membantu perusahaan mengeksekusi alur kerja dengan lebih presisi.
Menghubungkan flowchart dengan data produksi real-time
Software manufaktur dapat memantau pergerakan material di setiap titik flowchart secara otomatis melalui sensor. Data ini memberikan gambaran langsung mengenai status produksi tanpa perlu pengecekan manual.
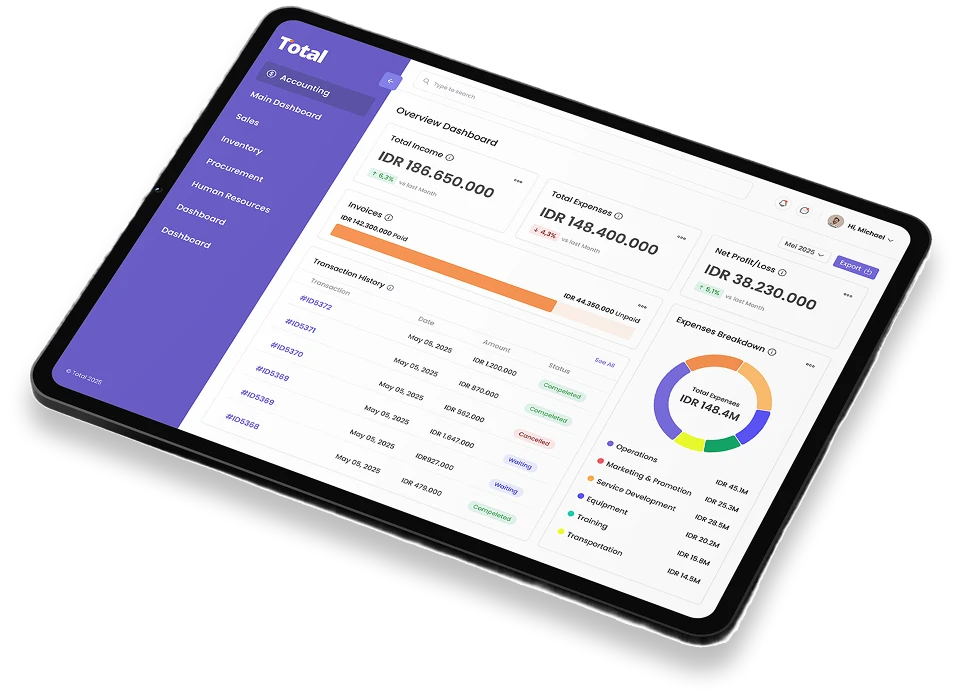
Mempermudah monitoring tiap tahap
Manajer dapat melihat bottleneck yang terjadi secara visual di layar dashboard manajemen mereka. Jika ada stasiun kerja yang terlambat, sistem akan memberikan peringatan dini kepada supervisor.
Menyatukan PPIC, gudang, QC, dan produksi
Integrasi sistem memastikan seluruh departemen melihat data yang sama pada waktu yang bersamaan. Hal ini meminimalkan kesalahan informasi mengenai stok bahan baku maupun status barang jadi.
Membantu pelacakan progres dan evaluasi
Setiap data yang terekam di setiap tahapan flowchart dapat diolah menjadi laporan performa mingguan. Evaluasi proses menjadi lebih akurat dengan dasar data lapangan yang valid.
Kesimpulan
Flowchart proses produksi merupakan instrumen vital untuk menciptakan alur kerja yang transparan dan efisien di pabrik. Dengan visualisasi yang jelas, miskomunikasi dapat berkurang dan kualitas produk akhir dapat lebih terjaga.
Dokumen ini membantu manajemen melakukan evaluasi berkelanjutan terhadap efektivitas penggunaan sumber daya perusahaan. Segera optimalkan operasional Anda dengan sistem manufaktur terintegrasi dari Total ERP manufaktur untuk hasil yang lebih maksimal.

FAQ tentang flowchart proses produksi
Flowchart proses produksi adalah diagram visual yang menunjukkan urutan kerja produksi dari bahan baku hingga barang jadi. Diagram ini membantu tim memahami alur proses, titik keputusan, dan perpindahan material secara lebih terstruktur.
Ya, flowchart tetap relevan karena membantu tim memahami urutan proses, titik keputusan, dan alur kerja secara visual. ERP atau MES melengkapi flowchart dengan data real-time, bukan menggantikan fungsi dasarnya sebagai panduan proses.
Salah satu tandanya, operator sering menjalankan urutan kerja berbeda dari alur yang tertulis dalam dokumen. Tanda lain terlihat saat bottleneck, rework, atau miskomunikasi terus muncul meskipun implementasinya sesuai dengan flowchart.
Flowchart menampilkan gambaran visual alur besar proses produksi sebagai standar lintas bagian. SOP menjelaskan langkah kerja secara tertulis, lebih rinci, sebagai panduan operasional harian.
Salah satu tandanya, operator sering menjalankan urutan kerja berbeda dari alur yang tertulis dalam dokumen. Tanda lain terlihat saat bottleneck, rework, atau miskomunikasi terus muncul meskipun sesuai dengan flowchart.